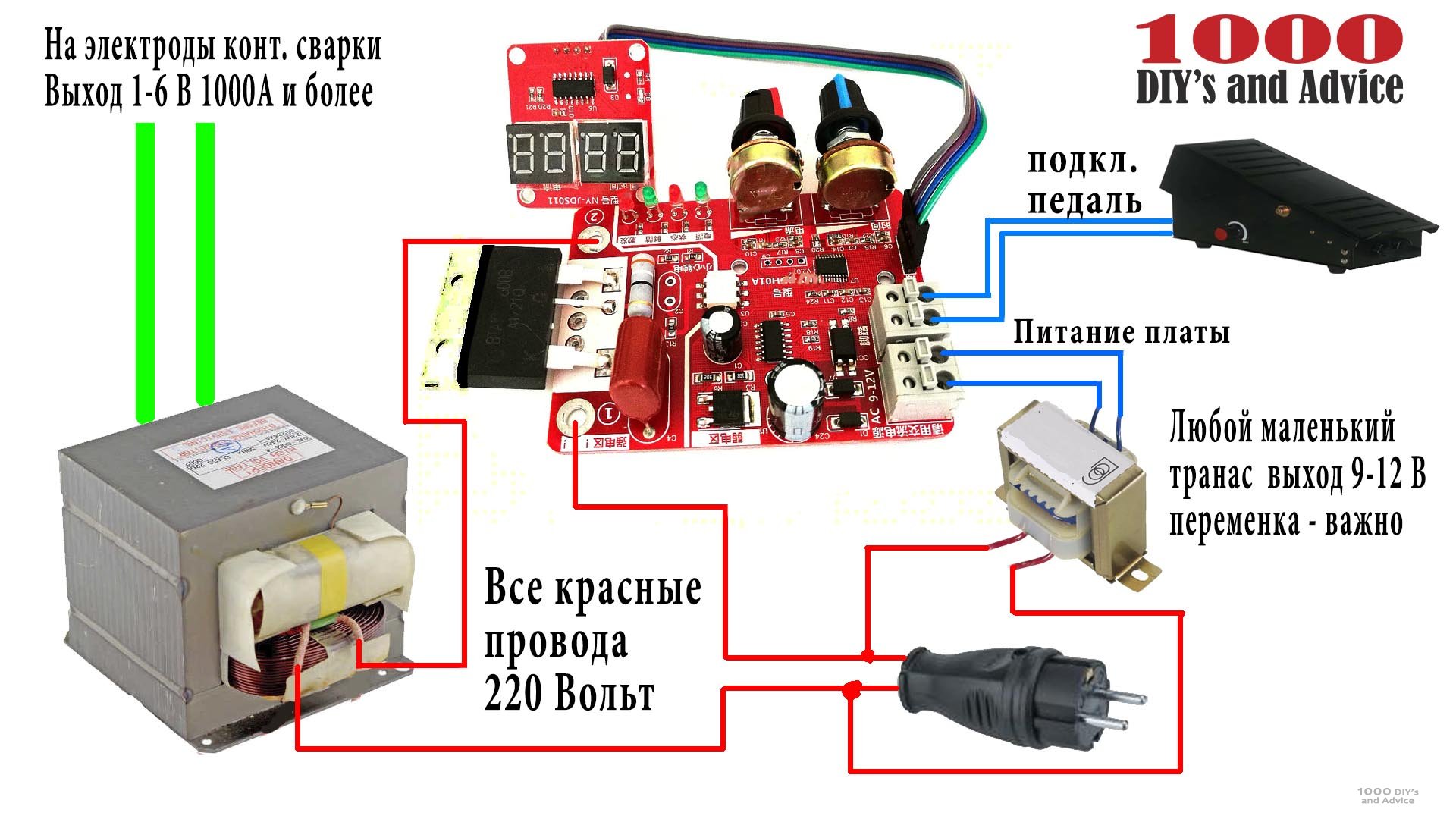
Своими руками: точечная сварка для аккумуляторов 18650
Основное назначение прибора — простое и быстрое жаростойкое соединение «насквозь» нетолстых листов и проволок из разных металлов для внутренней арматуры самодельных электровакуумных приборов ЭВП. Кроме того, аппарат может пригодиться в ювелирном деле, при альтернативном электрорадиомонтаже или изготовлении некрупных корпусов, кожухов, экранов и т. К винтовым клеммам прибора может быть подключен выносной инструмент. Сварочный аппарат использует плоские легкосъёмные электроды - гнутые проволочные для мелочей, массивные для деталей крупнее - выпиленные и сформованные из нетонкого листа меди или её сплавов. Аппарат опробован максимум — на листах оцинкованной кровельной стали 0,45 и 0,5 мм.










Благодаря отличной помощи, разнообразию ассортимента, агрессивным ценам и эффективной доставке мы пользуемся очень хорошей репутацией среди наших покупателей. Мы являемся энергичной корпорацией с широким рынком схем аппаратов для точечной сварки своими руками, Аппарат для точечной сварки , Стационарный аппарат точечной сварки , Аппарат для точечной сварки своими руками , Машина лазерной маркировки с ЧПУ. Если вас заинтересовал какой-либо из наших продуктов и услуг, не стесняйтесь обращаться к нам. Мы готовы ответить вам в течение 24 часов после получения вашего запроса, а также для развития взаимных неограниченных преимуществ и организации вокруг потенциала. За 11 лет мы приняли участие более чем в 20 выставках и получили высокую оценку от каждого клиента.










Решил вылижить фото контактной сварки которую сделал несколько лет назад может кому будет полезно. Вторичную обмотку разматываем, берем проволоку медную и делаем из нее жгут сечением 2. Чем меньше силы тока тем меньшей толщины жестянку можно будет приварить, в моем случае сварка берет 0,7 мм, 0,8 раз на раз. В моем случае первичную обмотку делал мотков после го мотка делал отход через каждые 50 мотков для переключателя, с помощью переключателя переключаемся на нужное число мотков, чем на меньшее число мотков переключаемся тем больше силы тока получаем. Схему нарисую и выложу но пока что смысл таков: конденсаторы всегда в заряжающем состоянии, как только мы замыкаем ключ конденсаторы переходят из заряжающего состояния в разряжающее, замыкая тем самым реле идуший на контактор, контактор замыкается и со вторичной обмотки ток пускается на уже замкнутые контакты медных наконечников, нагревая тем самым железо. В целом молодец, по исполнению есть конечно вопросы!